

Выбор и настройка инвертора
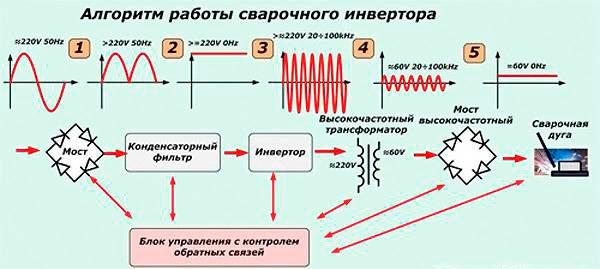
Инвертор – это источник, который обеспечивает поджиг, стабильность горения сварочной дуги. Действие устройства основано на принципе преобразования переменного тока промышленной частоты в постоянный или переменный ток требуемой частоты и нужного напряжения.
Разные модели аппаратов работают от бытовой сети 220 B, имеют небольшие размеры, невысокую стоимость, отличаются удобством в эксплуатации и транспортировке. При сварке нержавеющей стали для получения качественного шва необходимо выставлять настройки преобразователя в зависимости от толщины заготовки.
Оптимальные режимы инвертора, диаметры электродов.
| Толщина изделия, мм | Напряжение, B | Сила тока, A | Толщина электрода, мм |
| 1,5 | 13 | 40–60 | 2 |
| 3 | 15 | 75–85 | 3 |
| 4 | 16 | 90–100 | 3 |
| 5 | 18 | 140–150 | 4 |
Сварку нержавейки в домашних условиях можно производить промышленным или самодельным инвертором с требуемыми рабочими показателями. Основные условия: наличие режима ручной дуговой сварки (MMA), диапазон тока от 20 до 200 A. Следует учитывать, что некоторые модели устройств не функционируют при низких температурах окружающей среды.
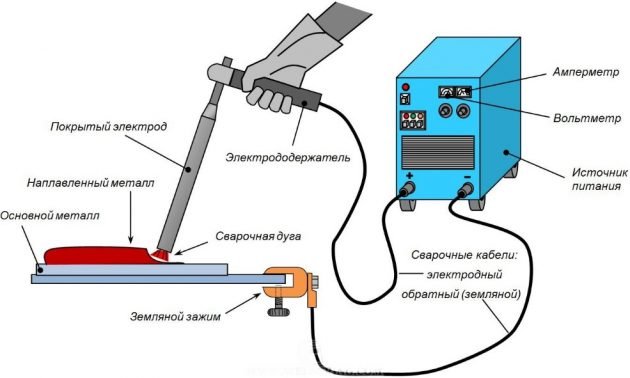
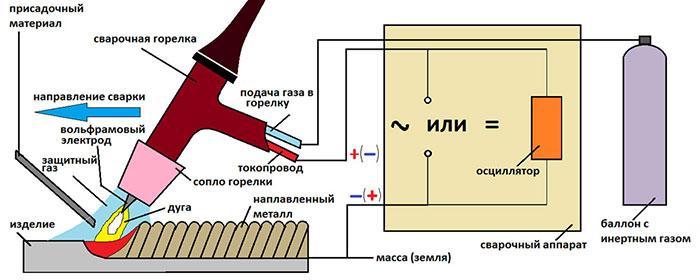
Схема ручной дуговой сварки
Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
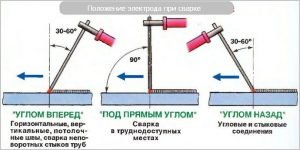
Положение электрода при сварке
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.

Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы – зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 – 60 | 13 | 2 |
| 3,0 | 75 – 85 | 15 | 3 |
| 4,0 | 90 – 100 | 16 | 3 |
| 6,0 | 140 – 150 | 18 | 4 |
| 8,0 | 150 – 180 | 20 | 4 |
| 12,0 | 180 – 220 | 22 | 5 |
| 15,0 | 220 – 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
При работе с постоянным током устанавливают обратную полярность.

Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Для облагораживания используют абразивные материалы с содержанием оксида алюминия или циркония. Корундовые изделия не годятся.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
Сварка нержавеющей стали в домашних условиях с помощью инверторного источника сварочного тока
Нержавейка, или нержавеющая сталь – металл, который обладает низкой теплопроводностью, а также имеет высокую активность, с химической точки зрения, в зоне расплавления металла. Кроме того, для нержавейки характерны также очень высокие значения коэффициента расширения под воздействием высоких температур (термическое расширение), а также низкая по сравнению с углеродистыми и низколегированными сталями температура плавления. Все это накладывает особенности на выбор инверторного источника сварочного тока.
Как варить нержавейку в домашних условиях?
Сварка нержавейки в домашних условиях доступна любому сварщику. Для этого требуется подготовить инверторный аппарат. Он подойдёт для соединения труб из алюминия, тонких листов, деталей сложной формы. Рекомендации для проведения работ:
- Внимательно наблюдать за швом, чтобы не образовывалось место проплавки.
- Небольшой зазор в сварном стыке помогает создать оптимальный показатель усадки.
- Для соединения металлических листов большой толщины, нужно использовать электроды большего диаметра.
- Выбрать величину сварочного тока проще с помощью специальных таблиц, которые можно найти в интернете.
- Для охлаждения швов желательно использовать медные пластинки.
Новичку необходимо потренироваться настраивать, работать со сварочным аппаратом на черновых деталях.

Сварка нержавеющей стали электродом
Как варить нержавейку инвертором?
Сварка нержавейки инвертором выполняется в определённой последовательности:
- Очистить рабочие поверхности от налёта, грязи, декоративных покрытий, масла, ржавчины.
- Обработать кромки деталей если их толщина превышает 4 мм. Они срезаются под углами 45 градусов. Если нужно сваривать тонкую нержавейку, скосы не нужны.
- Чтобы создать высокопрочное соединение, на которое будут воздействовать высокие нагрузки, необходимо прокалить электроды для инвертора заранее. Их нужно разогреть до 170 градусов.
- Если нужно соединить детали толщиной более 7 мм, нужно прогреть их заранее до 150 градусов.
- Для начала ручной сварки нержавейки инвертором, необходимо наложить прихватки. Вести шов нужно с наклоном, удерживая угол от 45 до 60 градусов. Движения выполнять или на себя, или в сторону.
После выполнения работ металл должен остыть при комнатной температуре.
Сварка покрытыми электродами (ММА)
Сварка деталей из нержавейки по технологии ММА, предусматривающая использование покрытых электродов, является самой распространенной технологией. Этот способ достаточно прост, его можно применять и дома, но он не позволяет получать шов самого высокого качества.
Что удобно, такую сварку нержавейки можно выполнять даже в домашних условиях, но для этого вам понадобится специальный сварочный аппарат, который называется инвертор. Чтобы сварка нержавейки инвертором позволила получить соединение, обладающее высокой надежностью, необходимо правильно подобрать электрод для определенной марки нержавейки. Все электроды, с помощью которых проводится сварка изделий из нержавеющих сталей, делятся на два основных типа:
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какими электродами варить нержавейку, достаточно заглянуть в ГОСТ 10052-75, в котором представлены все типы таких расходных материалов, а также оговаривается, какой из них следует использовать для работы с металлом конкретного химического состава. Для того чтобы выбрать электроды по нержавейке, соответствующие требованиям данного ГОСТа, достаточно знать марку металла, детали из которого необходимо соединить.
Со всеми требованиями к электродам для сварки нержавейки можно ознакомиться, бесплатно скачав ГОСТ 10052-75 в формате pdf по ссылке ниже.
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами
Технология варки легированных сталей
Сварка нержавейки – это трудная задача в домашних условиях, зависящая от многих параметров. Согласно принятой классификации нержавеющая сталь относиться к типу высоколегированных сталей. В качестве легирующего элемента используется хром с содержанием около 20%. Кроме него в нержавейке могут присутствовать молибден, никель, марганец, титан и другие. Дополнительные металлы увеличивают антикоррозионные свойства нержавейки, а также придают ей другие физико-механические качества.
На сварку нержавейки оказывают влияние несколько свойств, которыми обладает высоколегированный металл:
- Теплопроводность. У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
- Коэффициент линейного расширения больше, чем у других металлов. Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки.
- Высокохромистые стали могут терять свои антикоррозионные свойства. Это явление назвали межкристаллической коррозией. Дело в том, что при температуре сварочных работ, по краям металлических зерен появляется карбид хрома и железа, с помощью которого в структуру металла проникает коррозия. С этим явлением борются различными способами. В основном быстро охлаждают место сварки, чтобы не допустить потери коррозионной стойкости.

При выборе сварочного аппарата, необходимо учитывать множество важных факторов
Перед началом сварки нержавейки инвертором в домашних условиях поверхность тонкой или толстой детали обрабатывается таким же методом, как и перед сваркой низкоуглеродистых сталей. За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Ручная сварка нержавейки в домашних условиях с помощью инвертора и покрытых электродов позволяет соединить детали с приемлемым качеством шва, а когда нет особых требований к соединению, то не надо заморачиваться с другими способами сварки. Чтобы определить какую марку электрода выбрать, достаточно обратиться к ГОСТу “Электроды покрытые для сварки высоколегированных сталей”. Если известна марка легированной стали, то легко по ГОСТу определить тип электрода. Например, это могут быть ЦП-11 или ОЗЛ-8.
Сварка нержавейки производится током обратной полярности. Во время работы нужно стараться меньше проплавлять шов и использовать электроды маленького диаметра. Но это справедливо для тонкой детали из легированной стали. Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чтобы сохранить коррозионную стойкость тонкой или толстой детали нержавейки, нужно производить охлаждение. Для этого используют медные подкладки, а если нержавейка является хромоникелевой аустенитной сталью, то можно использовать воду.
Как добиться качественного сварного шва
Сварка нержавейки требует особого мастерства. Даже полезное видео с техникой работы не сможет помочь, если вы не владеете определенными навыками. Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва. Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла. Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Большинство изделий из нержавейки применяются в фармацевтической, пищевой отрасли или в домашних условиях. Это требует определенной обработки шва. Чтобы изделие выглядело привлекательно в жизни и на видео, сварной шов зачищают и полируют при помощи абразивов на основе оксида циркония или алюминия. После такой обработки нержавеющее изделие не требует дополнительного санитарного ухода.
Особенности сварки нержавеющей стали
Качественный сварной шов можно получить, учитывая принципы обработки нержавеющей стали. Выполнение конкретных действий поможет избежать распространенных дефектов неразъемных соединений.

Влияние режима сварки на форму шва
Образование крупных пор. Такой дефект появляется при выделении углерода в результате контакта расплавленной стали с кислородом. Для защиты от внешних газов применяются электроды с обмазкой, создающей искусственное газовое облако. Плотность такого облака не должна скрывать сварочную ванну.
Выгорание легирующих составляющих. Это ведет к возникновению коррозии при попадании влаги. Чтобы избежать перегрева металла на участке сварки, сила тока в настройках инвертора выставляется на 20% ниже, чем при обработке обычной стали. Хороший результат дает проведение операций в шахматном порядке.
Нарушение герметичности шва. Микротрещины образуются в результате расширения и стягивания материала под воздействием температуры электрической дуги. Правильно выбранный материал электрода способен взаимодействовать с расплавленным металлом и обеспечивать герметичность соединения по всей толщине от основания шва.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.

Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
- Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
- Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
- Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
Необходимое оборудование
Для качественного осуществления процесса сварки нержавеющей стали следует подготовить оборудование, в перечень которого включаются:
- инверторный источник сварочного тока, соответствующий требованиям, предъявляемым к аппаратам, с помощью которых происходит сварка нержавеющей стали;
- сварочные кабели для подачи сварочного тока в зону сварки (кабель электродержателя и кабель «массы») достаточной длины, чтобы избежать перекручиваний и перекрещиваний с целью исключения нарушения изоляции кабеля;
- кабель подключения инвертора в электрическую сеть в зависимости от используемого напряжения;
- присадочные материалы (электроды той марки, которые соответствуют сварке конкретного класса нержавеющей стали, при необходимости баллон с защитным газом и шланги для подачи газа в сварочную зону, а также газовая горелка);
- болгарка и круги к ней для работы именно с нержавеющей сталью;
- щетка по металлу, также предназначенная для работы с нержавеющей сталью;
- приспособления для соединения деталей при осуществлении сварки и качественного их закрепления;
- сварочный стол .
Кроме того, требуется также и защитное оборудование, к которому относятся:
- защитный костюм либо иная одежда, которая сможет защитить сварщика от воздействия высоких температур и попадания на кожу расплавленных капелек металла;
- краги или перчатки, защищающие руки от воздействия высоких температур на кожные покровы и снижающие риск поражения электрическим током;
- маска с темным стеклом или самозатемняющаяся маска для защиты органов зрения от получения электротравмы.
Как варят нержавейку инвертором в бытовых условиях?

Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Достоинства и недостатки метода
Метод сварки нержавеющей стали инвертором применяется в бытовых условиях, когда необходимо устранить дефекты, выполнить наплавку на небольшом участке детали, создать короткие швы. Соединяемыми элементами могут быть листы для баков или емкостей, трубы, стальные конструкции. Основные плюсы метода сварки инвертором:
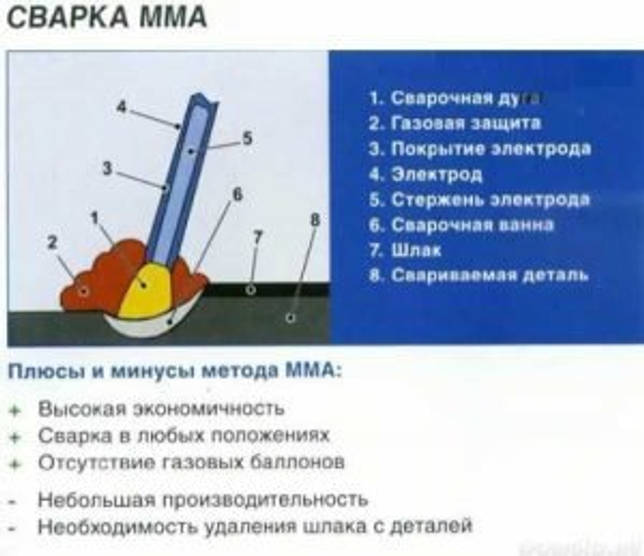
Плюсы и минусы сварки методом MMA
- аппараты имеют небольшие габариты, доступные цены;
- толщина свариваемых деталей может варьироваться в широком диапазоне;
- отсутствует необходимость применения дополнительной флюсовой защиты;
- имеется возможность сварить труднодоступные участки.
Минусы заключаются в необходимости регулярного удаления шлака и значительных затратах времени на сварочный процесс. При сварке нержавейки наличие навыков и опыта работы с инвертором и электродами послужит гарантией получения ожидаемого результата.
Электроды для сварки нержавейки
Для сварки нержавейки инвертором применяются различные марки электродов. При использовании таких электродов наблюдается незначительное разбрызгивание металла, так как сварочная ванна надежно защищается. Они хорошо разжигаются, дают стабильную дугу, предназначены для работы в разных пространственных положениях. Диаметр варьируется в пределах 2–5 мм. Особенности некоторых марок электродов:
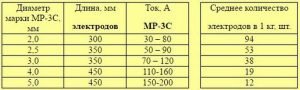
Характеристика электродов MP-3C
- ОЗЛ-6 имеют рутиловое покрытие на основе двуокиси титана, обладают стойкостью к высоким температурам.
- AHO быстро воспламеняются, не нуждаются в дополнительной прокалке электродов, являются удобными для новичков.
- MP-3 могут использоваться для работы с неочищенным металлом.
- MP-3C применяются для получения соединений высокого качества.
- ЦЛ-11 предназначены для хромоникелевых сплавов, их использование защитит изделие от коррозии.
Правильный выбор электродов для определенной марки сплава, постоянного или переменного тока обеспечит качество, безопасность сварочных работ, долгую службу инвертора.




Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс). 
При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
- Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
- Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
- Используется только обратная полярность сварочного тока.
- Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
- Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
- Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода. Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.

Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Как варить нержавейку инвертором в домашних условиях? Лучше всего предварительно попрактиковаться на тонком листе: так легче всего научиться быстрому перемещению электрода по свариваемым поверхностям и добиться нужной прямолинейности шва.
Как сварить нержавейку инвертором в домашних условиях — Справочник металлиста
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид.
Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат.
Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Особенности варки: можно ли варить нержавейку инвертором?
Варить нержавейку инвертором довольно сложно. Такая работа требует от мастера определенных навыков и знания основных параметров, оказывающих непосредственное воздействие на процесс сварки. Лишь в полной мере разобравшись с основными нюансами, можно рассчитывать на получение хорошего результата необходимого качества.
Основные особенности варки нержавеющей стали
В соответствии с общепринятой классификацией нержавеющая сталь относится к классу высоколегированных сталей. Легирующим элементом в ее составе выступает хром. На его долю приходится порядка 20%.
Наряду с хромом состав нержавейки может включать титан, молибден, никель и прочие элементы. Благодаря включению в состав дополнительных элементов изменяются свойства основного материала.
В случае с нержавейкой он становится, прежде всего, устойчивым к воздействию коррозии.
Прежде чем учиться варить нержавейку, нужно изучить основные характеристики этого высоколегированного материала. К числу главных свойств относятся следующие показатели:
Таблица характеристик нержавеющей стали.
- Теплопроводность. Высоколегированные стали характеризуются примерно в 2 раза более низкой теплопроводностью, если сравнивать с низкоуглеродистыми материалами. Ввиду этого, варить нержавейку нужно обязательно на пониженном токе. Обычно ток уменьшают на 20%.
- Коэффициент линейного расширения. Нержавейка по этому показателю существенно превосходит большинство других распространенных металлов. Данное требование обуславливает необходимость создания между толстыми деталями такого зазора, которого было бы достаточно для исключения деформации. Когда вы начнете самостоятельно варить нержавейку, вы заметите, что процесс расширения деталей неравномерный. И это нужно обязательно учитывать.
- Межкристаллическая коррозия. Это особенность высокохромистых сталей, заключающаяся в том, что их антикоррозионные показатели могут снижаться. Проблема в том, что когда мастер начинает варить нержавейку, края металлических зерен покрываются карбидом железа и хрома, из-за чего структура металла начинает повреждаться коррозией. Для борьбы с данным явлением используются разнообразные способы. Чаще всего применяется метод быстрого охлаждения места сварки, что позволяет избежать снижения стойкости к коррозии.
Какие виды сварки используются?
Варить нержавейку можно с использованием методов:
- Ручной дуговой сварки.
- Аргонодуговой сварки.
- Полуавтоматической сварки.
Схема ручной дуговой сварки.
Ручная дуговая сварка выполняется с применением электродов 2 основных типов: с основным покрытием и рутиловым покрытием. Электродами с основным покрытием варить нержавейку можно исключительно на обратном постоянном токе. Роль основного покрытия в большинстве случаев выполняют карбонаты магния и кальция.
Типы используемых электродов
Чтобы узнать, как правильно варить нержавейку электродами, изначально нужно знать, что ее технически возможно сваривать и простыми электродами. Ели нет необходимых деталей тогда для сварки тонкой нержавейки электродом умелые мастера применяют подручные материалы.
Но следует учесть при использовании обычных электродов, качество шовного соединения становится намного меньше и применять такую технологию в промышленном производстве нельзя. Нужно использовать для сварки труб из нержавейки электродом, изделия с особым покрытием, предназначенным для работы нержавеющим материалом.
Какие электроды стоит использовать
Сварка нержавейки инвертором происходит с помощью электродов с покрытием из карбонатов магния и кальция. Популярные марки – ЦЛ-11 и ОЗЛ-8. Стоимость расходных материалов мала, но дешевые электроды залипают, дуга держится плохо. Работа требует опыта мастера. Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Лучшие результаты достигаются при использовании изделий, выпускаемых фирмой из Швеции ESAB. Они отличаются легким воспламенением и хорошо держат дугу. Количество брызг горячего металла резко снижается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
При работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.

Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей. Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко. В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
При работе место соединения обезжиривается. Метод позволяет сохранять устойчивое горение дуги. Величина тока – от 80 А. Под заготовки подкладываются теплоотводящие пластины из меди. Для надежности горения дуги расстояние между металлом и электродом составляет 2-3 мм.
- https://SpecNavigator.ru/strojka/svarochnye-raboty/sposoby-varki-nerzhavejki-invertorom.html
- https://wotakks.ru/stali/svarka-nerzhavejki-prostym-elektrodom.html
- https://pressadv.ru/stali/kak-svarit-nerzhavejku-invertorom.html
- https://metalloy.ru/obrabotka/svarka/nerzhaveyushhej-stali
- http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
- https://TechnoRama.ru/vidy-stali/svarka-nerzhavejki-invertorom-resanta-sai.html
- https://generator98.ru/vidy-stali/kak-varit-nerzhavejku-invertorom.html
- https://zpu-tmb.ru/cvetnye-metally-i-splavy/svarka-nerzhavejki-elektrodom-v-domashnih-usloviyah.html
- https://elsvarkin.ru/texnologiya/svarka-nerzavejki/
- https://stanok.guru/metalloobrabotka/svarka/cvarka-nerzhaveyki-pri-pomoschi-invertora.html
- https://WikiMetall.ru/metalloobrabotka/svarka-nerzhaveyki-invertorom.html
- https://svarkaved.ru/tekhnologii/svarka-nerzhavejki/kak-svarivat-nerzhaveyushhuyu-stal-elektrodami
- https://NpfGeoProm.ru/svarka/tonkoj-nerzhavejki-invertorom.html







