

Qui prodest? — кому выгодно?
В переводе с латыни – кому выгодно? Производить профнастил самостоятельно, хотя бы для себя, материал-то весьма востребованный. Попробуем прикинуть.
Ручной листогиб проходного типа (см. далее) стоит около $2000. На нем вроде бы можно за день-два тонну оцинковки 0,55 стоимостью $1000 превратить в 250 кв. м профнастила, которые покупные обошлись бы в $1400. Казалось бы, прямая выгода; особенно, если не ждать распродажи (предложениями рынок переполнен), а пускать в дело самому. Так, да не так.
Нужен переводчик? Заходите на https://www.m-translate.ru/translator/korean. Очень удобно!
Профнастил не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; на вид и на ощупь шероховатый участок изгиба определяется не всегда, но скоро от него поползет трещина. А кто сейчас даст заказ без гарантии? Извольте исправлять. За свои, разумеется.
Можно уменьшить прижим, но тогда волна пойдет нестандартная. Заказчик стандартов, может быть, и не знает, но сразу увидит – материал не тот. Поставьте, будьте любезны, как у всех, или – до свиданья, обращусь к другому. И друзьям-знакомым расскажу. Гнать в несколько проходов каждый лист, меняя прижим или вальцы? Какая уж тут производительность с рентабельностью.

Линия для производства профнастила
Линия (собственно, прокатный стан) для профнастила – это сложный агрегат, см. рис. Обратите внимание на количество и конфигурацию валков. Назначение такой системы – разогнать остаточные напряжения по листу, чтобы те не вышли за допустимые пределы. Поэтому волна формируется постепенно.
Стоит такое оборудование, как минимум, $20 000, китайского производства. Стабильное качество готовой продукции гарантируется только для конкретных марок стали конкретного производителя. Потребляемая мощность – от 12 кВт. Т.е. нужна специализированная производственная площадь с соответствующим лимитом потребления электроэнергии и контуром заземления, хотя для обслуживания достаточно одного оператора. Есть ли в вашей операционной зоне (попросту – в доступных вам окрестностях) неудовлетворенный спрос на профнастил, позволяющий все это окупить в приемлемые сроки? И готовы ли вы начать вполне серьезный бизнес с жесткой конкуренцией?
Мастерам на заметку
$2000 мастеру-индивидуалу «отбить», конечно, непросто. Поэтому попробуем разобраться, как все-таки сделать листогиб самому. Не для профнастила, а для разнообразных кровельно-жестяницких работ, на которых тоже можно неплохо жить, и подсобрать деньжат на старт чего-то посерьезнее. Нестандартная мелочь принципиально не поддается унификации, а нужна всегда. И самодельный листогиб тут может стать очень хорошим подспорьем.
О покупных ручниках
Чтобы покончить с «фирмой» (статья не рекламная) и перейти к самоделкам, посмотрим коротко, что можно купить, если все-таки нужно. На рынке безусловно доминируют TAPCO и VanMark. И почти неизвестен отечественный СКС-2, производимый в Орске. По цене все примерно одинаковы; ширина рабочей зоны у нашего 2,5 м против 3 у иноземцев, но это не порок. 3 м рассчитаны на дюймовую систему мер (10 футов = 3,05 м), а в метрической 2,5 м как раз удобнее.
Зато уралец – проходного типа; можно, к примеру, тянуть водостоки до 90х90 мм. Подъем/опускание траверсы – эксцентриками, не нужно крутить маховики. Комплектуется отрезным ножом. Отзывы пользователей – не то что благоприятные, восторженные. Общий тон – «незаменимый работяга».
История повторяется. О подобных ситуациях в прямом эфире по ЦТ высказался после своей поездки в Америку (это когда он там по трибуне ООН туфлей колотил и грозился устроить всем кузькину мать) Никита Хрущев. Мол, в Штатах любую непотребную дрянь продавать умеют, а у нас нужные добротные вещи подать как следует не могут.
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.

Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.







Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.

С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.

Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.

Конструкции листогибов
Привод

Гибочное и прессовое оборудование с механическим приводом (маховик с фрикционом и кривошипом или падающий груз с системой блоков, тросов и рычагов) имеет высокий КПД, но все равно уходит в прошлое. Механика дает резкий импульс (удар) в начале рабочего хода, а к концу он слабеет. Для гибки/прессовки нужно как раз обратное.
КПД электропривода с уменьшением размеров обрабатываемой детали стремительно падает. Чтобы отформовать профнастил на описанном выше стане, хватает 12 кВт. Чтобы сделать отбортовку на картине кровли, меньше чем 1,5-2 кВт не обойдешься. Дело в том, что внешняя характеристика электромоторов переменного тока (кроме трехфазных с фазным ротором – сложных, дорогих, требующих регулярного ухода) довольно-таки жесткая. От сопротивления гнущегося металла движок не наращивает момент на валу, а наоборот, скольжение ротора растет и момент падает. А энергопотребление при этом увеличивается.
Гидравлический привод, по идее, идеален – гидроцилиндр сам автоматически подстраивает свое усилие под сопротивление детали. Но точные гидросистемы сложны и дороги. Распределить же усилие, скажем, автомобильного домкрата равномерно по всей длине метрового сгиба не возьмется и опытный конструктор, как и синхронизировать подручными средствами работу двух и более.
Остается «ручник», и это не так уж плохо. Если сконструировать листогиб так, чтобы, как при распашной гребле или пауэрлифтинге, работали самые сильные и выносливые мышцы (бицепсы, широчайшие спины, бедренные, икроножные), а реакция (отдача) станка прижимала стопы к полу, то работа, вследствие ее цикличности, не будет изнурительной. Зато будет вырабатываться навык, который даст точность и производительность.
Для примера:средний человек, взбегающий по пролету лестницы, в течение 1-2 с может развить мощность около 1 л.с. Но уже на третьем пролете мускулатура перейдет с кислорода на гликоген, начнет выделяться молочная кислота, и усталость ударит по телу. Нужно передохнуть, чтобы рвануть дальше.
К сведению о спорте: гребцы поджарые, потому что «кендюх» мешает давать полную отмашку корпусом. А вот тяжелоатлетам «мозоль», наоборот, помогает держать равновесие при рывке. Но работа мускулатуры у тех и других во многом сходна.
Схемы и назначение
Листогиб – понятие довольно-таки общее. Устройство листогиба зависит то его назначения. Соответственно характеру работы и нужно выбрать схему самоделки, см. рис.
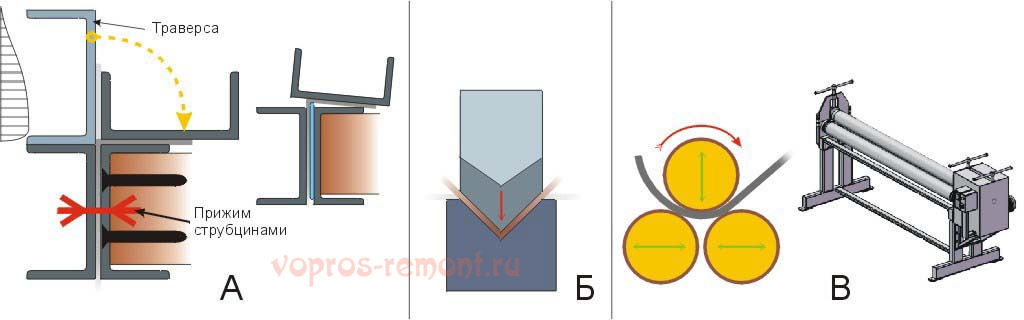
Схемы работы листогибочных станков различных типов
На поз. А – способ, знакомый каждому, кто хоть немного слесарничал. Так можно просто руками сгибать листы до 0,5 м шириной. Если длина гиба не более 200-250 мм, то основание можно не крепить к верстаку, а вместе с прижимной балкой и деталью зажать в тиски. Сгиб получается хорошим, если на траверсу налегать более внизу, как показано на эпюре усилий, и подавать чуть вперед, как бы выглаживая сгиб. На таком принципе основано большинство конструкций самодельных листогибов; мы туда еще доберемся.
Вследствие упругости металла согнуть лист точно под 90 градусов не получится, поэтому используют проставки из полоски металла, как показано на врезке. Почему на разрезе швеллеры, а не уголки? Далее рассмотрим и этот вопрос; элементарно простая на вид конструкция имеет существенные нюансы.
Поз. Б показывает, как работает листогибочный пресс. Пресс как пресс: станина-матрица-пуансон-гидравлика-удар-готово. Применяются такие только в промышленном производстве с развитой системой охраны труда: сложны, дороги, требуют квалифицированного ухода и чрезвычайно травмоопасны. Выскользнувший от неправильной заправки или неисправности оборудования лист способен отсечь человеку руку или голову.
На поз. В – протяжной (проходной) листогиб. Меняя взаимное расположение валков, можно задавать радиус изгиба листа. Проходной листогиб может быть как ручным, так и с электроприводом. Поступающие в широкую продажу, как правило, многофункциональны:
- Гладкие валки предназначены для жестяницких работ – выгибания заготовок обечаек кожухов, секций широких труб и т.п.
- Валки могут быть заменены на комплектные профилированные листогибочные вальцы, предназначенные для протяжки доборов кровли – коньков, ендов, водостоков и отбортовок.
- Также многие модели комплектуются опорой, прижимом и траверсой для ручной гибки листов.
Именно такие листогибы и продаются по $2000 или около того. Многие комплектуются, или потом можно докупить, фасонными вальцами для профнастила, но, как уже разобрано, «гнать вал» на продажу на них нельзя. Можно прокатать кусок, если вот сейчас нужно, а покупать целый лист смысла нет.
Примечание: есть еще одна интересная разновидность листогибочного устройства, но ему, вследствие его высокой полезности и относительно невысокой стоимости, будет посвящен отдельный раздел.
Ручной листогиб промышленного производства. Как сделать листогиб своими руками
При массовом производстве изделий из оцинкованного листа используют автоматические станки с высокой производительностью, вальцепрокатные агрегаты, кромкогибы, устройства для прокатки швов водосточных труб.
Для изготовления изделий из металла и оцинкованного листа в маленьких порциях, предназначенных, например, для частного строительства или небольшого промышленного цеха, экономически выгодно использовать ручной листогиб.
Что такое листогибочный станок?
Новое оборудование создано для облегчения ручного производства при изготовлении металлических водосточных элементов, оцинкованных фартуков, желобов, других мелких элементов кровли.
Листогиб представляет собой станок проката металла, применяемый для сгибания латуни, стали, алюминия, профнастила, других плоских листов.
Ручной роликовый листогиб способен изогнуть металл под требуемым углом, при этом не нарушив плоскость материала.

Для работ на подворье частного дома не стоит приобретать дорогой гибочный агрегат, гораздо выгоднее изготовить своими руками ручные листогибы.
Отзывы говорят, что самодельное приспособление работает с металлом толщиной до 2 мм, длина проходящей заготовки составляет 4 м, гнуть профиль можно под углом до 180º.
Из конструктивных деталей можно назвать обжимное устройство с рычагом, основание и прижимной механизм.
Где применяют промышленные листогибы?
Станки применяют для изготовления гнутых деталей в народном хозяйстве:
- плоские металлические конструкции сложной конфигурации используют в строительстве в качестве проводных элементов водоканализационных коммуникаций, оформления кровли, водоотливов, оконных проемов;
- в мебельном производстве для изготовления коробов, ящиков, конусов;
- в машиностроительной отрасли листы гнут для запчастей, автомобильных кузовов, прицепов;
- для производства электронной аппаратуры;
- в строении кораблей, самолетов и ракет.
Разновидности гибочных станков для плоского металла
Гибочный станок отличается одинаковым принципом рабочего момента, разница состоит в приводе, при помощи которого осуществляется усилие:
- пневматический;
- гидравлический;
- механический;
- электромеханический;
- ручной листогиб.
Подача листов в рабочую область осуществляется в ручном или автоматическом режиме, установка размеров также различается по этим двум параметрам.
Механический гибочный станок
Работа оборудования осуществляется от маховика, дающего энергию для поворота рычага. При нажатии на него происходит сгибание детали под заданным углом, увеличение плеча рычага приводит к изменению требующегося усилия.

Электромеханическое оборудование для гнутья листов
Является усовершенствованной разновидностью механического варианта. Энергию к рычагу подает электродвигатель. Эти станки наиболее распространены среди профессионалов благодаря удобному использованию и универсальной работе. Все процессы сгибания происходят в автоматическом режиме, оператор только нажимает кнопку, предварительно задав параметры.
Многие станки могут выдерживать усилия в сотни килограммов, есть мощные, работающие с нагрузкой до тонны. Электромеханические агрегаты имеют небольшие размеры, работают с малым уровнем шума, гнут большое количество деталей за короткое время, приблизительно несколько сотен элементов за минуту.
Конструкция ручного гибочного станка
Ручной роликовый листогиб содержит в своей конструкции множество элементов, обеспечивающих его работу. Жестяной лист, профнастил или металл фиксируется в рабочем положении при помощи прижимной балки. Придание нужной формы детали производится специальной балкой. Угол сгибания задается работником и в разных моделях станков отличается.
Угломер выполнен в виде диска с нанесенными делениями, позволяющими установить нужный размер кривизны. Размещение и движение материала происходят на заднем столе с установленным ограничителем подачи.
Прижимная балка приводится в рабочее положение с помощью рукоятки. Форма качественного изгиба устанавливается натяжным устройством основной и гибочной балки. Как вариант, устанавливаются тормоза на поворотном блоке с колесами, на нем перемещается ЛГС.
Ручной листогиб фиксируется в рабочем положении перед началом работы.

Сегментный станок
В станках с ручным приводом гнутье металла происходит за счет физической силы работника путем нажима на поворотную балку. Некоторые модели изготавливают с педалью. С помощью ручного станка можно производить обработку не слишком толстого листа и на небольшие углы.
Приспособление подобного типа часто встречается на частном подворье для изготовления гнутых деталей, предназначенных для хозяйственных нужд. Тот факт, что ручной листогиб не содержит трущихся и скользящих элементов, делает станок прочным и долговечным.
Народные умельцы используют станок с установленными скобами на опорных балках и выбранным угловым радиусом для создания сложных деталей.
Листогиб сегментный ручной
На нем осуществляют контурное гнутье штучных изделий из листовой стали, эта процедура становится возможной благодаря использованию набора стандартных сегментов. Для эффективной работы в нем ставится прижимной механизм.
На нем есть место для установки сегментов и поворотного гибочного устройства. С помощью ручного рычага делают поворот балки на заданный размер угла, если мощность станка большая, то предусмотрен ножной привод для передачи усилия.
Производство ручных листогибов предусматривает крепление всех конструктивных узлов на станине по типу рамы, собранной из металлического проката.
Чтобы перемещение было прямолинейным и не сдвигалось в сторону, крепят направляющие приспособления. В качестве фиксаторов применяют механические или магнитные устройства.
Равномерное движение заготовки и механических деталей происходит благодаря пружинам для компенсации вибрации.

Материал сегментного листогиба
Наилучшей считается инструментальная легированная сталь марки ХВГ или 9ХС, из которой изготавливается качественный станок. Листогиб ручной имеет комплект рабочих сегментов для посадки и гибки изделия.
Посадочное место предназначено для крепления, а рабочая часть выполнена с учетом наиболее распространенных вариантов изгиба.
В ручных станках высота сегментного инструмента остается неизменной и для всех видов оборудования делается одинаковой.
Технические характеристики

Рабочие параметры приблизительно у всех типов гибочных станков ручного типа одинаковые и выглядят так:
- производят сгибание тонких листов металла длиной до полутора метров;
- гнут цветные металлы и сплавы толщиной до 3 мм, длиной до 4 м;
- угол, на который можно рассчитывать при сгибании, у разных моделей составляет от 140º до 180º;
- ручной роликовый листогиб дает возможность аккуратного изгиба установленного полуфабриката с уже имеющимися загнутыми краями и кромками.
Изготовление гибочного станка для листовых сталей своими руками
Для обработки сгибанием металлических листов в частном домохозяйстве вполне достаточно изготовить листогибы ручные своими руками. Чертежи перед раскроем металлопроката и сборкой станины следует сделать обязательно. Эскизы с нанесенными размерами позволят так сконструировать станок, что для восприятия основной нагрузки послужат самые выносливые части машины.
Назначение самодельных гибочных станков
Выбор схемы гибочного оборудования зависит от его назначения:
- В первом случае сгибание листов происходит под 90º. Почти все самодельные станки предусматривают нажим на траверсу больше в ее нижней части, при этом немного подвигая ее вперед.

- Вторым вариантом служит профессиональный пресс для сгибания металлического листа. Это оборудование работает на промышленных площадках, требует больших денежных затрат и работы квалифицированного специалиста.
- В третьем варианте изготавливается протяжной вариант станка, в котором радиус выставляется с помощью смены положения проходных валков. Эти элементы являются многофункциональными и применяются для изготовления кожухов, соединительных секций широких трубопроводов, обечаек. Ручной листогиб из профнастила выполняется с профилированными вальцами для протяжки кровельных материалов, коньков, ендов, водосточных элементов.
Первый вариант наиболее приемлем для стандартного гибочного приспособления в домашних условиях.
Для определения мощности и типа станка следует изучить его техническое описание:
- станок эффективно работает с металлом толщиной оцинкованного листа до 0,6 мм, медного – до 1 мм, алюминий гнет толщиной до 0,7 мм;
- лист должен иметь ширину не более 1 м;
- наклон сгибаемой стенки — не менее 120º;
- максимальное количество рабочих циклов без перебоя достигает 1200;
- трудно переносит работу с нестандартными деталями и заготовками, для них требуется перестройка.
Необходимые материалы
Для устройства станины применяют швеллер высотой № 12. Подкладную подушку выполняют из деревянного бруса определенного размера, в зависимости от конструкции. Для изготовления правой щечки подойдет листовой металл 6-9 мм.
Для конструкции прижимной балки берут уголок № 60-80, на ось пуансона готовят арматуру диаметром 10 мм. Чертежи листогиба ручного предусматривают для пуансона второго варианта уголок № 80-100 или швеллер № 10.
Рычаг делают из арматуры диаметром 10 мм.
Для конструкции пуансона лучше применять не уголок, а швеллер, так как нагрузка на этот элемент распределяется таким образом, что уголок будет прогибаться в средней части, что приведет к его преждевременному износу. Дополнительная полка швеллера возьмет на себя растягивающее усилие при работе. Оборудование с пуансоном из швеллера выдерживает около 1200 сгибаний, а станок с примененным уголком разладится после 250 циклов.
Последовательность сборки гибочного оборудования
Ручной листогиб собирается в последовательности, предусмотренной в описании к чертежам. Друг за другом собирают струбцину, состоящую из воротка, пятки и винта, на основе уголка № 60, затем конструируют щечку. Следом делают основание с кронштейном из уголка № 110, на котором устраивают прижимную балку. Все детали вместе с пуансоном на оси крепят на станине.

Прижимную балку снизу фрезеруют после сборки посредством сварки всего конструкционного узла. Не рекомендуется для придания ровной поверхности использовать шлифовку болгаркой или проходку напильником. Прижимную балку следует дополнительно усилить металлическим прокатом, а длину предусмотреть на 5 см короче основания.
На торцах прижима делают стопоры из обрезков уголка. Детали прижима, касающиеся к материалу заготовки, фрезеруют. Центр полки на кронштейнах оснащается отверстием диаметром 8 мм. Чертежи листогиба ручного предусматривают, что пуансон делается короче прижима на 100 мм.
Рычаг изготавливают из арматуры и сваркой приваривают к пуансону. Для изготовления щечек берут стальной лист и сверлят в нем отверстия в 1 см для установки осей. На ребре с торцов снимают фаску глубиной 0,6 см, длина ее составляет 3,2 см.
При соединении сваркой осей следует принять во внимание, что направление их и ребер должно совпадать.
Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
- стол;
- верстак;
- станину.
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Беремся за листогиб
Изготовление своего листогиба начнем с выработки простейших ТУ. А последние рассчитаем, кроме описанных выше критериев долговечности, исходя из расхода мускульной энергии, который среднего сложения взрослый мужчина способен давать изо дня в день без ухудшения самочувствия. Разумеется, простота и дешевизна конструкции тоже не на последнем месте. Также станок по массогабаритам должен допускать перевозку в легковой машине и применение непосредственно на месте работы. Получается:
- Ширина сгибаемого листа – до 1 м.
- Толщина сгибаемого листа – до 0,6 мм оцинковка; до 0,7 мм алюминий и до 1 мм медь.
- Количество рабочих циклов без переналадки и/или ремонта – не менее 1200.
- Угол сгибания – не менее 120 градусов без ручной доводки; так нужно для фальцев.
- Применение спецсталей или нестандартных заготовок – крайне нежелательно.
- Сварка – как можно меньше; от нее детали/сборные узлы ведет, а сварные швы хрупки и быстро устают от знакопеременных нагрузок.
- Металлообработка на стороне (токарка, фрезеровка) – тоже как можно меньше, денег стоит.
Скажем прямо: чертежей готовых конструкций, удовлетворяющих всем этим требованиям, в общедоступных источниках не обнаруживается. Мы попробуем усовершенствовать одну, широко известную, и, в принципе, весьма удачную.
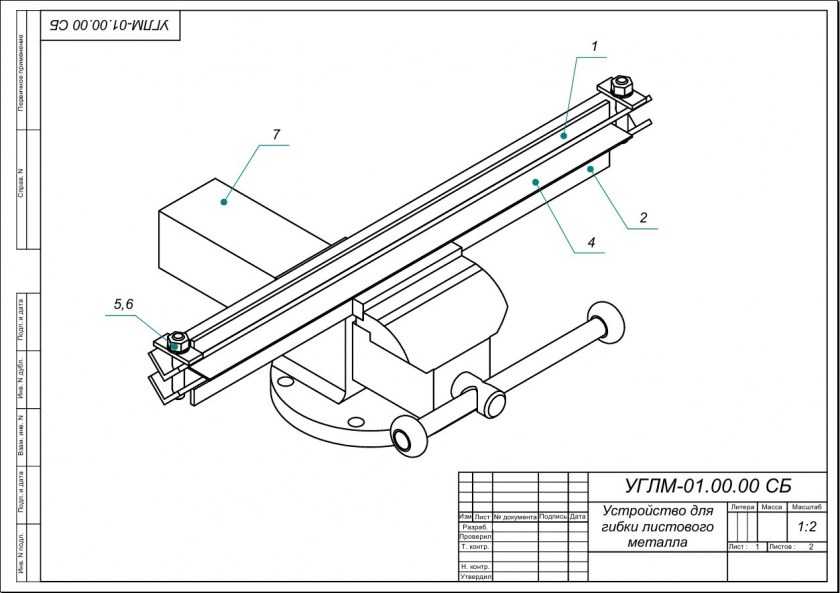
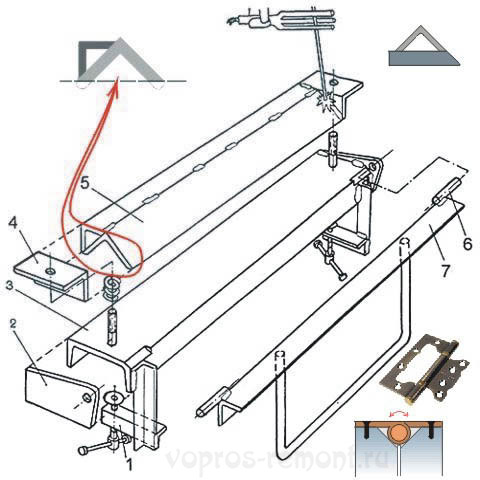
Доводим до ума
Разрез
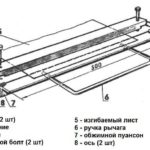
Принцип устройства этого листогиба ясно виден на разрезе (см. рис. справа и перечень позиций). Его главное достоинство – удачная эргономика. При таком рабочем ходе и мускулы работают как надо, и стопы к полу прижимаются, что даже у неопытного оператора даст стабильность результата. А максимальный угол сгибания – 135 градусов, что с большим запасом на любую мыслимую и немыслимую упругость сгибаемого листа.
Самодельный листогиб в разрезе
- деревянная подушка;
- опорная балка – швеллер 100-120 мм;
- щечка – из листа 6-8 мм;
- обрабатываемая деталь;
- прижимная балка (прижим) – сварная из уголков 80 и 60 мм;
- ось траверсы – штырь 10 мм;
- поворотная траверса – уголок (?) 80-100 мм;
- рукоять – пруток 10 мм.
Материал всех деталей – обычная конструкционная сталь. Но уже здесь условно показано, что траверсу из уголка лучше заменить на швеллер такого же типоразмера. Почему? Разберемся подробнее, это важно для дальнейшего.
Реакция (отдача) от сгибаемого листа на траверсу (и прижим, но о нем – далее) неравномерна по ширине. В середине, где каждый элементарный (малюсенький; это намек на дифференцирование и интегрированием) участок металла окружен со всех сторон таким же металлом, она максимальна. На краях, где подпоры сбоку нет – минимальна.
Второй момент – лист хоть и тонкий, но конечной толщины. Напряжения в обрабатываемой детали будут растекаться, отражаться о краев. В результате эпюр нагрузки на траверсу и прижим приобретет форму лука с тетивой. На свободных (дальних) кромках полок уголка такая нагрузка даст растягивающее усилие, а металл на растяжение работает неважно – быстро устает от него. Самодельщик, соорудивший такой станок, скоро обнаруживает, что уголок в середине прогнулся и сгиб посередине вздутый.
Боковые полки швеллера – клиновидной формы, и в нем есть более развитые, чем во внутреннем углу уголка, галтели. Это, во первых, сглаживает эпюр – тетива лука еле натянута. Во-вторых, лишняя, казалось бы, боковая полка швеллера оттягивает на себя растягивающие напряжения, которые на ее свободном краю преобразуются в сжатие. А сжатие металл держит – ого-го!
Результат расчета впечатляет: если траверса из уголка выдержит от силы пару сотен гибок, то такой же ширины швеллер – более 1200! А что такое 200 гибок? Одна или чуть более кровля в лучшем случае. В разгар сезона, когда заказчики в очереди стоят, станок портится, и – работа стала. А 1200 операций – значит, сезон выдержит. Зимой же будет время подрихтовать, или траверсу заменить, или, подсчитав выручку, купить «фирму» с гарантией ресурса.
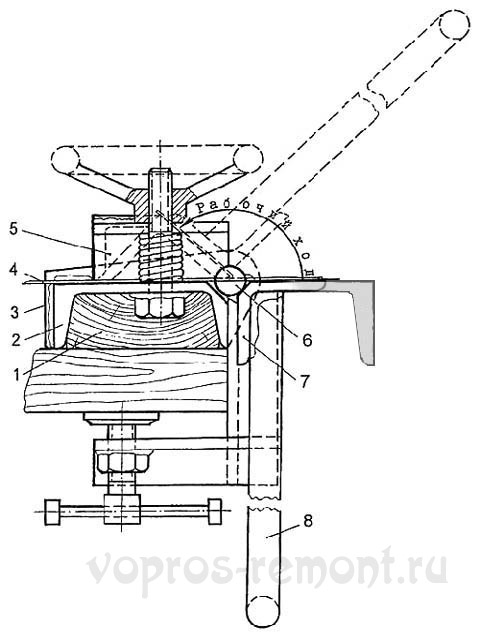
Деталировка
Деталировка самодельного листогиба
На следующем рисунке уже деталировка со списком позиций. Здесь не только нужно устранить кое-какие недостатки, но можно и кое-что дополнительно усовершенствовать.
- струбцина – уголок 40-60 мм; винт М8-М10 с воротком и пяткой;
- щечка;
- опорная балка;
- кронштейн – уголок 110 мм;
- прижимная балка;
- ось траверсы;
- траверса.
Прижимная балка
Прежде всего – о фрезеровке нижней поверхности прижима на плоскость. Она нужна при любой его конструкции, и допустимая неровность – не более половины толщины сгибаемого листа (минимальной! Будем считать ее равной 0,2 мм). Иначе лист под нажимом поползет (потечет) – и опять пузатый сгиб.
Так что у любого, кто сам хоть что-то когда-то делал по металлу, советы выглаживать прижим напильником или болгаркой вызовут только ухмылку. Нужно отдавать на фрезеровку. Причем ПОСЛЕ сварки всего узла, когда все, что могло повестись, уже повелось. Иначе труды и оплата фрезера пропадут даром.
Далее, все, что выше сказано о нагрузке на траверсу, справедливо и для прижима. А самая нагруженная его часть – передняя кромка – ничем не подкреплена. Подкрепить же или заменить всю сборку из уголка швеллером нельзя: угол сгиба получится не более 90 градусов.
В результате через те же 100-200 операций станок «разинет рот» (или «улыбнется», если вам более по душе белый, а не черный юмор) и – тот же вздутый изгиб. Вверх прижим не выгнется; в этом отношении он укреплен хорошо. Но металл на передней кромке от усталости просто-напросто потечет.
Разрез конструкции прижима, по долговечности равного траверсе, показан на врезке справа вверху. Основа – стальная полоса 16х80 мм. Передняя кромка фрезеруется под 45 градусов, и снимается на том же фрезере фаска не менее 2,5-3 МАКСИМАЛЬНЫХ толщин сгибаемого стального листа, т.е. 1,5-2 мм. От прогиба вверх прижим подкрепляется уголком-шестидесяткой на сварке. Фрезеровка, опять же, после всех сварочных работ.
Идея такова: если в предыдущей конструкции передняя кромка работает наполовину на изгиб (что для металла еще хуже растяжения), то в новой – только на сжатие. При этом общий подпор на кромку не даст ей и потечь скоро.
Примечание:если рядом где-то на свалке обнаружится древний раскуроченный токарный станок – проблема траверсы с прижимом решена раз и навсегда. Из станины можно вырезать куски нужной конфигурации, выполненные из спецстали и отменной точности.
По количеству рабочих операций для изготовления оба прижима равноценны: резка, сверловка, сварка, фрезеровка. Материалоемкость нового прижима выше, чем старого; типоразмеров заготовок для обоих требуется по три. Но соотношение долговечности – как для описанных выше двух типов траверс.
Крепление к столу
Следующий момент – струбцины. Автор конструкции, безусловно, отчетливо представляет себе роль ребер жесткости, но вот хрупкость и быструю утомляемость сварных швов, похоже, упустил из виду. А рабочий ход траверсы дает переменное растягивающее усилие на струбцины при плечах рычага 10:1 и более. Если же струбцина порвется – работе конец, хоть бы все остальное идеально ровным осталось. Станок будет сам приподниматься, а не гнуть.
Почему бы вовсе не отказаться от струбцин? И щеки тогда не понадобятся, и сварка для того и другого. Как это сделать?
- Удлинить опорную балку в стороны за пределы стола.
- Выбрать по ее концам U-образные проушины.
- Крепить к столу болтами где-то М10 с фасонными гайками – лапами.
Второй вариант – отверстия в лапах без резьбы. Болты переворачиваются и натягиваются гайками-барашками. Немного дороже, но в работе удобнее.
Крепление траверсы
Тут возникает вопрос: а как же крепить траверсу, раз щек уже нет? Да и не нужны они. Во-первых, конструкция получается неразборной, а траверсу раз в год придется менять. Во-вторых, вспомним, нам нужна точность порядка 0,1 мм, иначе сгиб вздуется. Как скоро штырь разобьет простую «дырку» в щеке на большую величину? Вопрос риторический. И заодно прошу прощения у коллег-инженеров: я, конечно, знаю, что дырка – где-то у кого-то, а в металлообработке – отверстие.
Но как тогда крепить траверсу? Дверными петлями-бабочками; правая нижняя врезка на рис. Врезки они не требуют (придуманы специально для металлических дверей), и две таких петли держат дверь, бронированную от очереди из «калаша» или гранаты Ф-1. Чтобы поставить такую, нужны шестеро здоровых мужиков.
Что касается точности, то большинство петель-бабочек без труда выдерживают проверку «на чпок». Если быстро разнять петлю, то слышен чмокающий звук от замещающего образовавшийся при вытаскивании штыря вакуум воздуха. Т.е., подгонка деталей очень плотная, но вращаются легко.
Крепятся бабочки винтами с потайной головкой. Если посадить на железный сурик, траверса будет стоять нерушимо. Угол открывания – 160 градусов. Наверное, изобретатель петель-бабочек когда-то и самодельный листогиб делал. Шутка такая.
Сборка
Наконец, перед вами – листогиб в сборе:
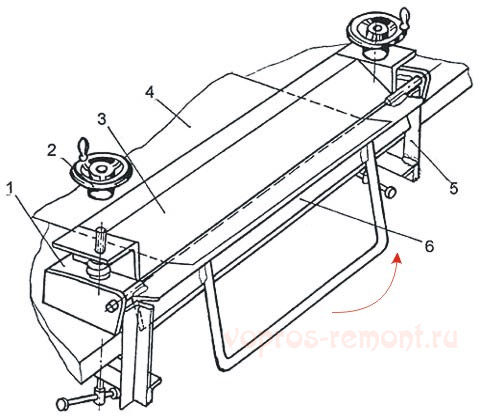
Самодельный листогиб в сборе
- опорная балка;
- резьбовый (М10) маховик;
- прижимная балка;
- обрабатываемый лист;
- струбцина (см. пред.);
- траверса.
Здесь можно сделать всего одно замечание. Возможно, у автора конструкции валялись где-то в загашнике гайки-маховики, потому и поставил. На самом деле прижим, чтобы положить очередной лист, придется поднимать всего на 2-3 мм. Ну, на 30 мм, если нужно вынуть картину с уже отформованным на другой стороне фальцем. Шаг резьбы М10 помните? Т.е., не нужно долго крутить маховики, как у пушки при наводке. Достаточно гаек-барашков или даже обычных в приваренными воротками.
Примечание:после наварки воротков нужно обязательно прогнать резьбу «по полной» – зажав гайку в тисках, и первым, а потом вторым метчиком, или машинным однопроходным. От сварки резьбу так ведет, что ой…
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Как изготовить роликовый листогиб
Для работы с небольшими заготовками из листового металла нет необходимости приобретать настольный станок. В данном случае можно использовать приспособление попроще.
Рассказываем, как изготовить ручной листогиб своими руками, который отлично подойдет для работы с небольшими кусками жести.
Причем с помощью самодельного роликового листогиба можно сгибать тонкий листовой металл не только оцинкованный, но также из нержавейки.
Идея самоделки принадлежит автору YouTube канала Kwando Technic.
Необходимые материалы:
- стальная круглая труба;
- металлический уголок;
- стальной круглый пруток;
- подшипники;
- крепеж — болты с гайками.
Приступаем к изготовлению загибочного инструмента. Первым делом отрезаем кусок стальной круглой трубы длиной 10 см, и сверлим в нем два отверстия. Вставляем в них два круглых прутка, и обвариваем.

Далее необходимо будет отрезать два уголка длиной по 15 см. Свариваем их вместе, чтобы получился швеллер. Делаем разметку, и сверлим в заготовке шесть отверстий.

На следующем этапе с помощью болтов и гаек крепим к швеллеру четыре подшипника.

К центральным отверстиям необходимо приварить пару направляющих втулок из круглой трубы. В одной из них сверлим отверстие, и привариваем гайку, в которую будет вкручиваться болт-барашек.

В направляющие втулки вставляем деталь, изготовленную из круглой трубы и двух стальных прутков. На прутки напрессовываем подшипники.

Принцип работы мини листогиба по металлу очень прост. Лист жести крепим к рабочему столу с помощью струбцин. Выдвигаем подвижную часть приспособления на требуемую длину, и фиксируем ее барашковым болтом.

После этого проводим самодельный гибочник вперед-назад вдоль листа металла, формируя угловой изгиб.

Пошаговую инструкцию о том как сделать листогиб своими руками, можно посмотреть в видеоролике на нашем сайте.
Это одна из самых простых конструкцию роликового листогиба. С помощью этого приспособления можно согнуть отлив или конек на крышу. Идеально подойдет для работы в домашней мастерской.
Видео: пример готового самодельного листогиба
Зиг-машина

Ручная настольная зигмашина
Зиг-машина – это, разумеется, не робот в виде орущего Гитлера с протянутой рукой. Зиговочная машина (см. рис.) или зигмашина – устройство для зиговки, или зигования. А зиговка – вытягивание на листовых металлозаготовках отбортовок или специальных выбоин – зигов. Бортики жесткости на ведрах и тазиках видали? Это и есть зиги. Собственно машинки для краткости также часто называют зиговками
Зиговочные машины, как следует из определения, тоже относятся к разряду листогибочного оборудования, только специального. Бывают они электрическими или ручными. Последние настольными стационарными (на рис.) или переносными (мобильными), со струбциной. Такие можно носить с собой в сумке с инструментом.
Зигмашина – незаменимый помощник в жестяницко-кровельных работах. Зиговать можно не только круглые заготовки обечаек, но и листы. Попробуйте на самом лучшем ручном листогибе сделать отгиб под уже упоминавшийся двойной фальц. Зиговкой такой получается в один проход; при некоторой сноровке – прямо на крыше. Что еще можно получить зиговкой с помощью стандартных пар роликов, видно на следующем рисунке. Буквенные обозначения стандартные; они соответствуют виду производимой операции. Стоит же зиговка втрое-впятеро, а то и вдесятеро дешевле заводского ручного листогиба.
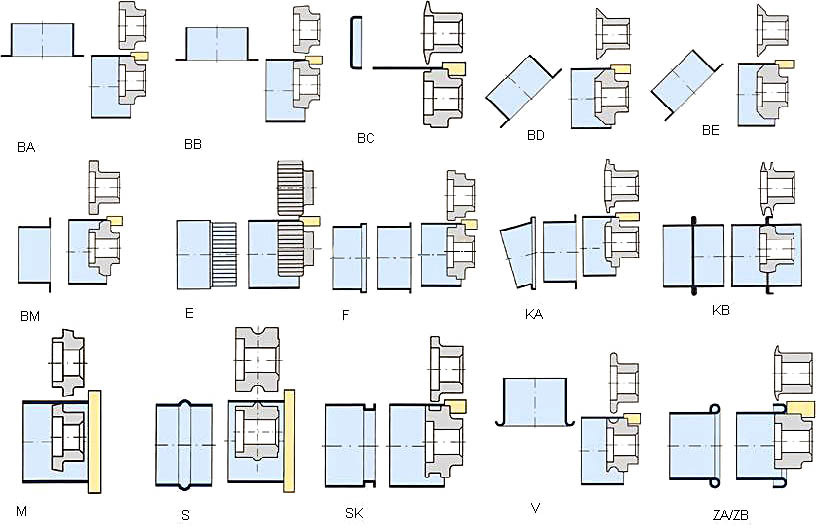
Зиговочные ролики
Видео: работа на зиг-машине
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Примечание напоследок: для стабильных результатов работы при плотном потоке заказов полагаться на самодельный листогибочный станок все же не следует – металл в конструкции не тот, от усталости скоро поплывет.
Характеристики ножниц
Целевое назначение роликовых ножей заключается в порезке стального листа толщиной до 1 мм. Они необходимы на участке по выпуску коробов вентиляции, при работе с кровельным металлом, при строительстве забора и обустройстве кровли.
Механизм используется для получения полуфабрикатов под последующую гибку профилей различного назначения. Оборудование устанавливают в автомастерских по ремонту кузова автомобилей. Во вспомогательных производствах готовят заготовки для сборки стеллажей и шкафов.
Ножницы с роликами с успехом заменят ручной вариант или гильотину благодаря ряду преимуществ:
- Компактные габариты и небольшой вес.
- Простое устройство.
- Удобны в использовании.
- Просто настраиваются.
- Подходят для работы с листами из разного материала: алюминия, меди, жести, стали, кровельного железа.
Обработанное изделие получается с чистым резом при отсутствии заусенцев и загибов. Листовой вид металла резать подобным приспособлением легко.
Ножницы можно приобрести в специализированном магазине либо изготовить самостоятельно. Все зависит от выполняемых объемов и экономической составляющей. При норме ежесуточной резки 30–50 метров и более потребуется промышленный образец.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла 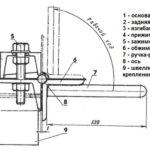
Листогиб — проекция сбоку 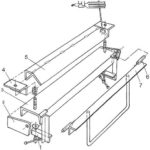
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
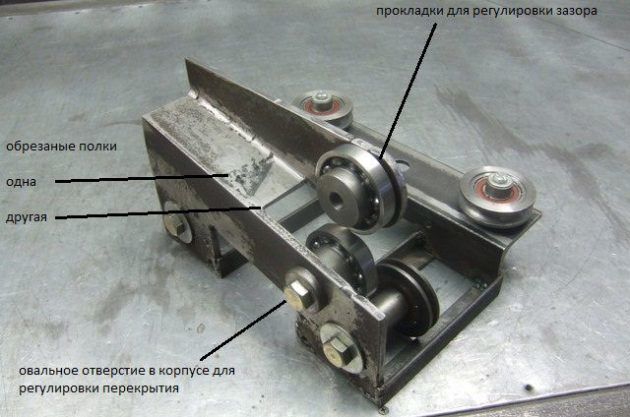
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли - Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли - К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины - К укосинам приварить гайку болта.
Привариваем гайку - Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем - Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи - К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры - К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы








Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности - На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).


Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
- https://vopros-remont.ru/elektrika/samodelnyj-listogib-dlya-profnastila/
- https://svoimirykami.guru/listogib-svoimi-rukami/
- https://tokar.guru/stanki-i-oborudovanie/dlya-raboty-s-metallom/stanok-dlya-gibki-listovogo-metalla-svoimi-rukami.html
- https://regionvtormet.ru/svarka/samodelnyj-listogibochnyj-stanok-svoimi-rukami-kak-sdelat-listogib-tehnicheskie-harakteristiki.html
- https://stroycollege12.ru/listogib-svoimi-rukami/
- http://met-all.org/oborudovanie/prochee/listogibochnyi-stanok-svoimi-rukami.html
- https://sdelairukami.ru/listogib-svoimi-rukami-6-idej-dlya-domashnej-masterskoj/
- https://texnotoys.ru/drugoe/listogib-svoimi-rukami.html
- https://stroychik.ru/tools/samodelnye-listogiby
Похожие записи:
 Электрорубанок своими руками: чертежи для самодельного электрического рубанка, из болгарки
Электрорубанок своими руками: чертежи для самодельного электрического рубанка, из болгарки
 Фрезерный станок по дереву своими руками: варианты, чертежи, изготовление
Фрезерный станок по дереву своими руками: варианты, чертежи, изготовление
 Виды хозблоков для дачи — пошаговая инструкция по сборке своими руками Сарай для дачи — как дешево и быстро построить своими руками
Виды хозблоков для дачи — пошаговая инструкция по сборке своими руками Сарай для дачи — как дешево и быстро построить своими руками
 Барабанный шлифовальный станок своими руками
Барабанный шлифовальный станок своими руками



