

Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки

Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.

Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок

Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата

Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное;
- входной ток 50 Гц трансформируется в ток высокой частоты;
- выходное напряжение понижается;
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.

Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.

- Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
- Инвертор состоит из нескольких частей:
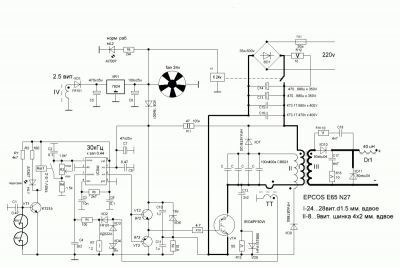

- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.
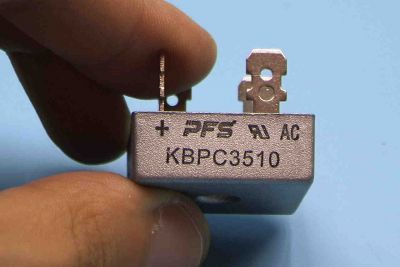
- Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
- и сглаживается ёмкими электролитами.
- Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
- Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
- Сердцем схемы является ШИМ контроллер UC3844,
- который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
- Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.




Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
- Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
- Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
- Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
- Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
- Трансформатор имеет 4 обмотки:



- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
- В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
- Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки.
Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция.
К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой.
Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта.
Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
- Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTH20003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков.
После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате.
Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
- Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
- Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
- Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
- Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
- Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.

Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.






Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
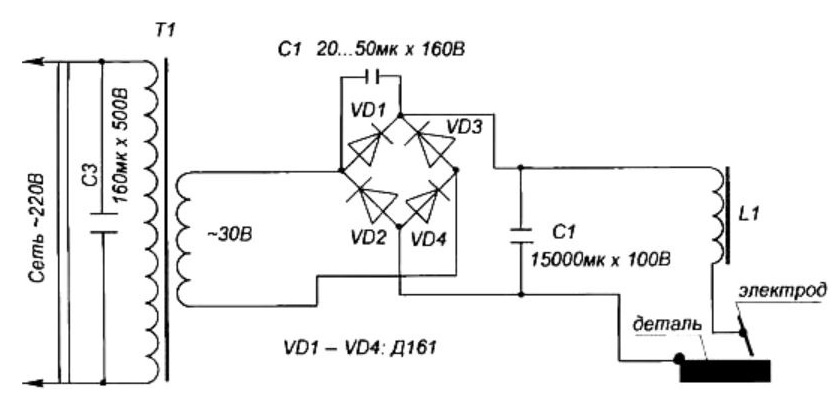
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
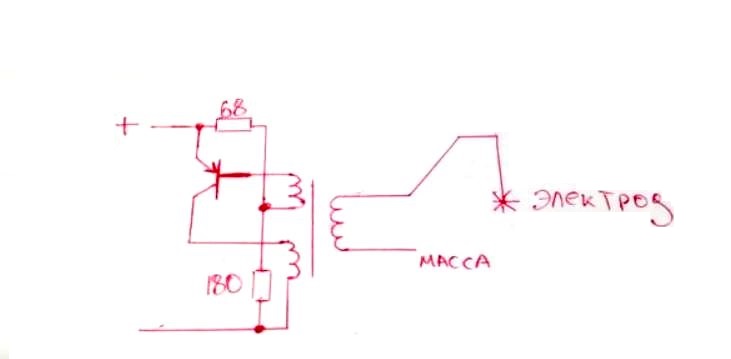
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
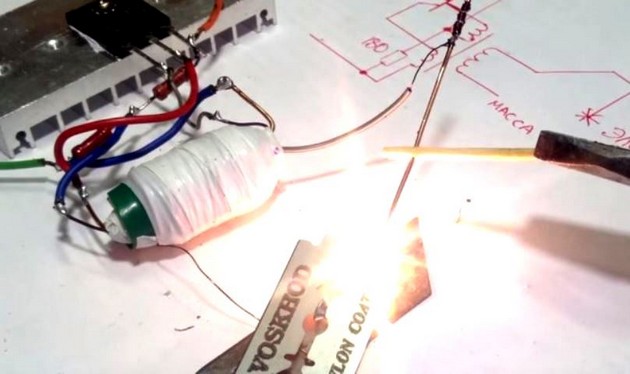
В качестве сварочных электродов можно использовать толстую швейную иглу.
Обслуживание самодельного сварочного инвертора

Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
Самая распространенная неисправность — перегрев.
При повышении температуры срабатывает защитный модуль — устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
При настройке параметра учитывают и скорость сварки: если она невысокая, задают меньшую величину.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.

Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
- https://tutsvarka.ru/oborudovanie/svarochnyj-invertor-svoimi-rukami
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://tokar.guru/svarka/shema-sborki-svarochnogo-invertora-svoimi-rukami.html
- https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-invertor-svoimi-rukami.html
- https://regionvtormet.ru/metally/sborka-samogo-prostogo-svarochnogo-invertora-svoimi-rukami-shemy-i-rekomendatsii.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://morflot.su/shema-prostogo-svarochnogo-invertora-svoimi-rukami/
- https://BonCoupe.ru/varim/prostoj-svarochnyj-apparat.html
- https://stroypomochnik.ru/svarochnyj-invertor-svoimi-rukami-shema-samodelnoj-invertornoj-svarki-i-kak-sdelat-apparat/







